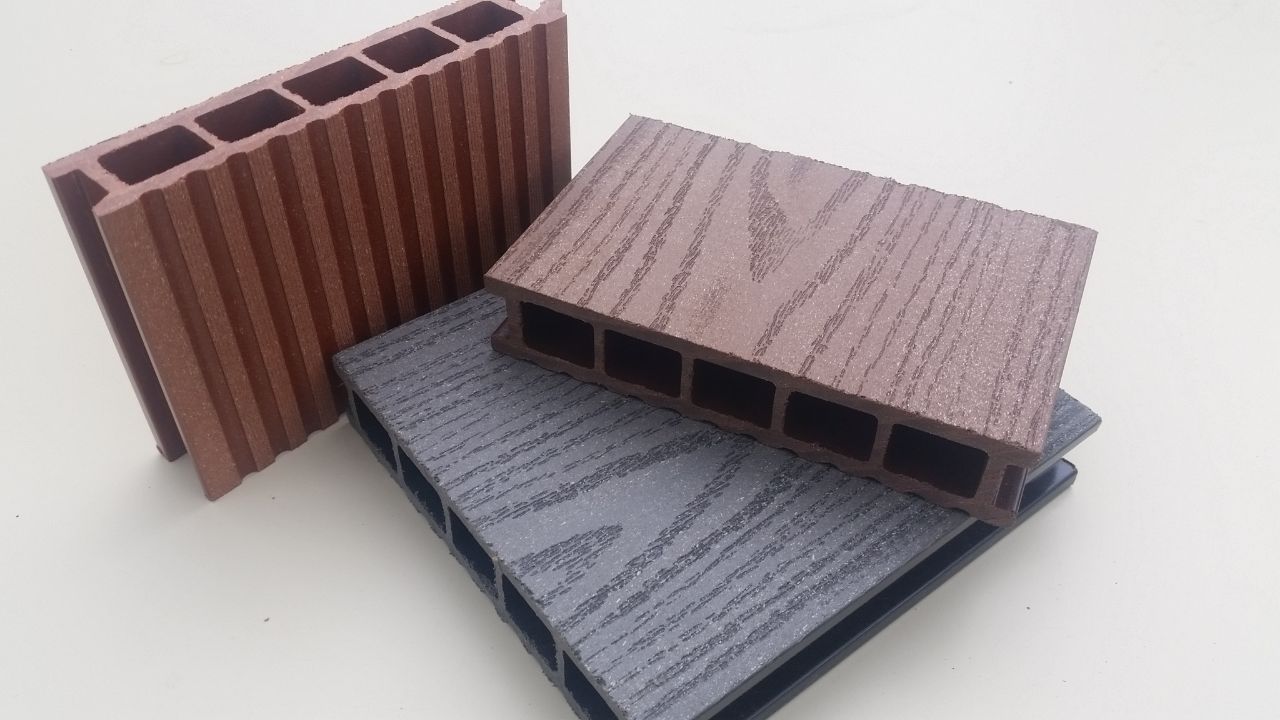
Производство террасной доски
На протяжении более 10 лет изделия из древесно — полимерного композита все более охватывают строительно – отделочный рынок в России. ДПК (древесно — полимерный композит)- это материал террасной доски EURODECK, который наделяет ее уникальными качествами. Продукт производится с максимально эффективным использованием природных ресурсов из переработанной древесины и ПНД.
ПНД — это термопластичный полимер этилена высокой плотности. Сильные межмолекулярные связи обеспечивают материалу высокую степень прочности и износостойкости готовых изделий.


Древесная мука
В качестве основного компонента в ДПК используется древесная мука. Отходы деревообрабатывающего производства в виде опилок измельчаются в специальной мельнице чтобы размер частиц соответствовал необходимой фракции, отсеиваются от крупных включений и сушатся до требуемых значений.
В условиях нашей страны для производства ДПК лучше всего подходит мука из березы и лиственных пород дерева. Такая мука имеет светлый и чистый цвет, что облегчает окрашивание готового изделия.
Особенно следует сказать об оттенках муки. Реальный цвет муки всегда значительно отличается от партии к партии и так как ДПК содержит не менее 50% древесной муки, эти колебания оттенка отражаются на конечном цвете изделия. Поэтому террасная доска из древесно-полимерного композита почти всегда имеет незначительное различие оттенка цвета от партии к партии.
Древесная мука состоит из тонких волокон целлюлозы, которые в процессе экструзии направляются вдоль доски. В результате такая доска прочнее и имеет существенно меньшие температурные расширения по сравнению с используемой также рисовой шелухой, более распространенной у Азиатских производителей.
Полимеры
Вторым основным компонентом изделий из ДПК является связующее — ПНД.
Чаще всего используются следующие виды пластиков: полиэтилен (ПЭ), поливинилхлорид (ПВХ), полипропилен (ПП). Для каждого из пластиков производственный процесс несколько отличается. Наше производство использует именно ПНД – полимеры низкого давления, относящийся к виду полиэтиленов.
Виды полиэтилена заметно отличаются по своим свойствам. Для производства изделий из ДПК чаще всего применяется полиэтилен низкого давления (ПНД). Это обусловлено высокими техническими показателями, которые гарантируют отличную прочность готовых изделий к ударным нагрузкам при критических температурах и высокую стойкость к ультрафиолетовому излучению. Данный вид полиэтиленов широко используется для производства труб, систем вентиляции, полива, деталей технических установок и даже корпусов лодок.
Наполнители
Также в изделия из ДПК добавляются минеральные наполнители. Чаще всего это карбонат кальция, в виде технического мела или микрокальцита, прошедшего «гидрофобизацию» стеариновой кислотой. Добавление этого компонента в правильных пропорциях улучшает структуру композита, повышает твердость, плотность продукции и улучшает водостойкость.
Лубриканты
В процессе экструзии доска из ДПК в виде жидкой массы выдавливается через специальную фильеру при высокой температуре и давлении. Для упрощения процесса применяется смазка — лубриканты, которые вводятся в состав ДПК. В качестве смазки используется стеариновая кислота или технический воск. Существуют и другие компоненты, рецептуры каждого производителя подбирается отдельно каждым и являются собственными разработками. Лубриканты обеспечивают простоту производственного процесса и повышают технические параметры, как следствие, срок службы готового изделия.
Связующий агент
Так как полиэтилены и древесная мука с трудом образую однородную смесь, для решения этого процесс используются специальные добавки – полиэтиленовый воск. Благодаря этому компоненту древесная мука связывается с полиэтиленом, хорошо перемешивается и не образует комки. В результате готовая продукция получается прочной и не разрушается под воздействием воды.
Красители
В продукцию из ДПК всегда добавляют красители, так готовое изделие имеет приятный и равномерный цвет, который можно подобрать на любой вкус. Как правило, это порошковые железноокисные пигменты, также для окрашивания в черные тона применяют технический углерод, обеспечивающий отличную защиту от УФ-излучения.
УФ стабилизаторы, антиоксиданты
Эти добавки необходимы для обеспечения устойчивости готовой продукции к УФ-излучению и окислению в процессе производства и дальнейшей эксплуатации готовой продукции. Содержание в смеси крайне мало.
Производственный процесс
Производство погонажных изделий из ДПК сложный процесс, требующий дорогостоящего специализированного оборудования, уникальных компонентов и рецептур, а также квалифицированного персонала.
Смешивание
В первую очередь подготавливаются компоненты смеси, далее производится смешивание. Данный процесс производится отдельными партиями — замесами. Вес замеса отличается и определяется конструкцией применяемого промышленного миксера. Компоненты взвешиваются и засыпаются в бак миксера, который герметично закрывается. В баке происходят два процесса: перемешивание смеси и ее разогрев. Разогревается смесь за счет силы трения от работы мощной мешалки и от нагрева самого бака миксера за счет специальных нагревательных элементов.
Нагрев смеси необходим для удаления влаги и необходимого температурного режима некоторых компонентов. В процессе замес должен полностью расплавиться и перемешаться с остальными компонентами, гранулы полиэтилена в составе замеса частично расплавляются. Весь процесс контролируется с пульта управления.
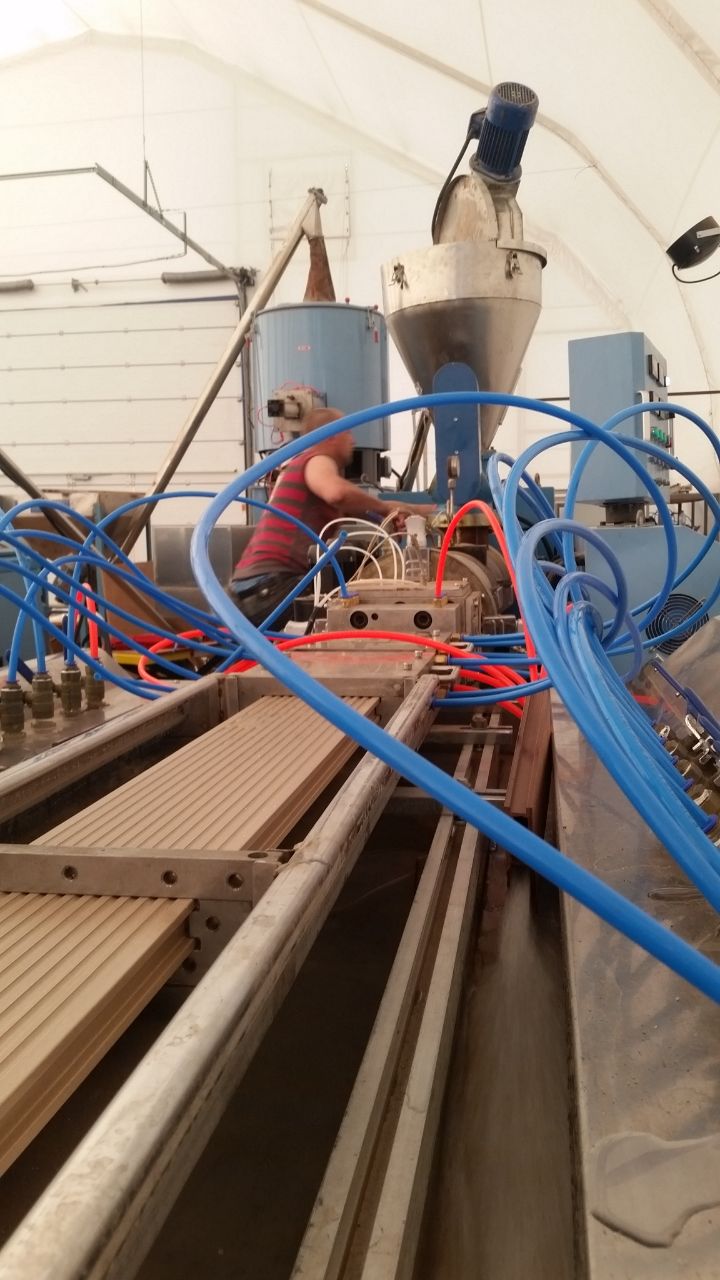
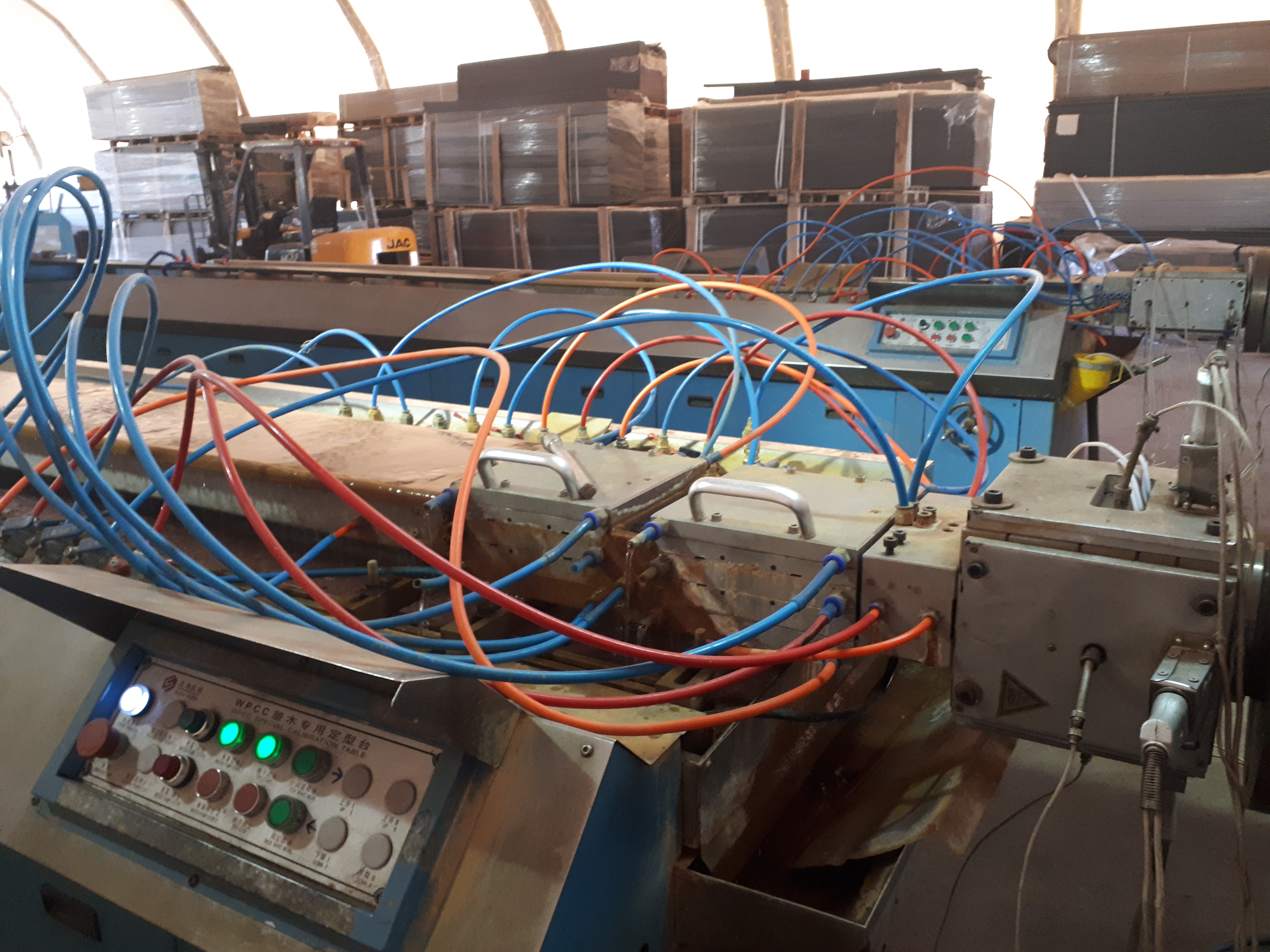
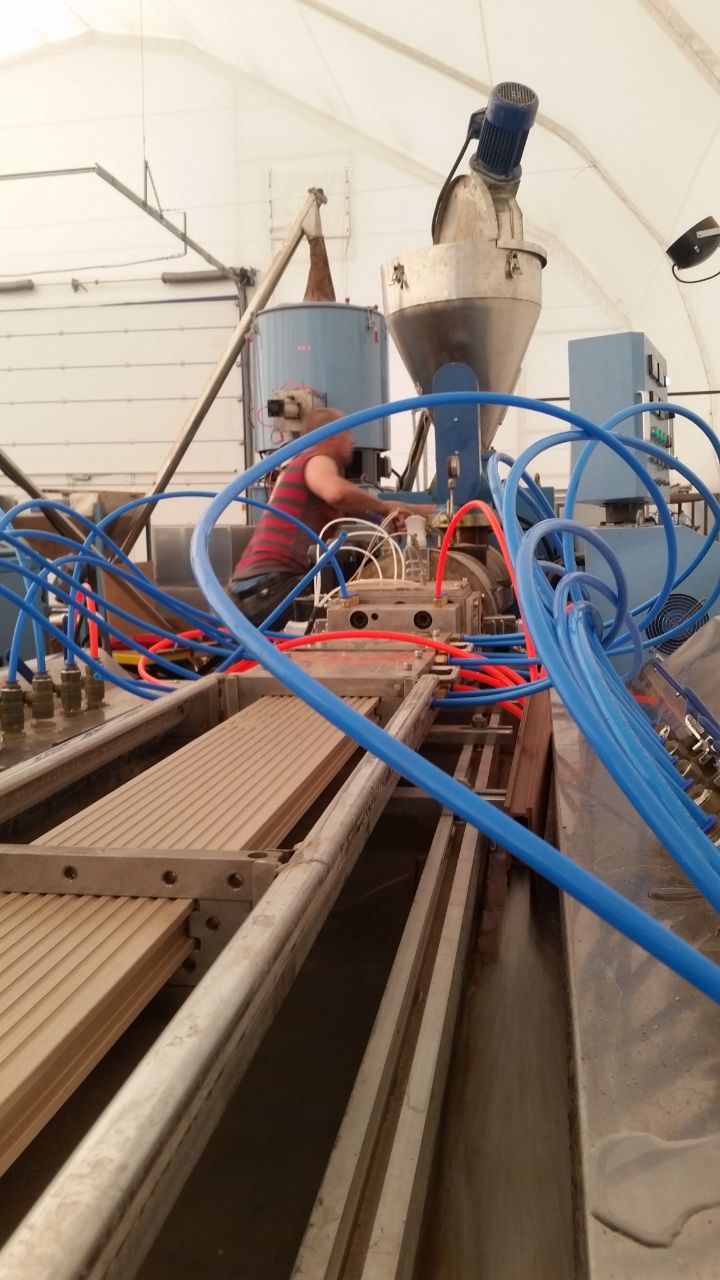
Экструзия
Далее смесь подается в экструдер. Принцип действия экструдера как у мясорубки. Для начала смесь через загрузочный бункер подается в пластификатор. Он имеет два шнека небольшого диаметра, расположенных рядом внутри гильзы сложной формы и вращающихся в одну и туже сторону. Гильза при этом нагревается специальными нагревательными элементами. Это сделано для приготовления и пластификации смеси и именно там благодаря наличию добавок древесная мука, ПНД и другие компоненты смешиваются и образуют нужную смесь, которая на выходе имеет фактуру пластилина. При прохождении смеси через экструдер она сжимается, в результате чего происходит ее дополнительный нагрев. Чтобы не допустить перегрева, шнек экструдера имеет полую конструкцию и охлаждается изнутри водой.
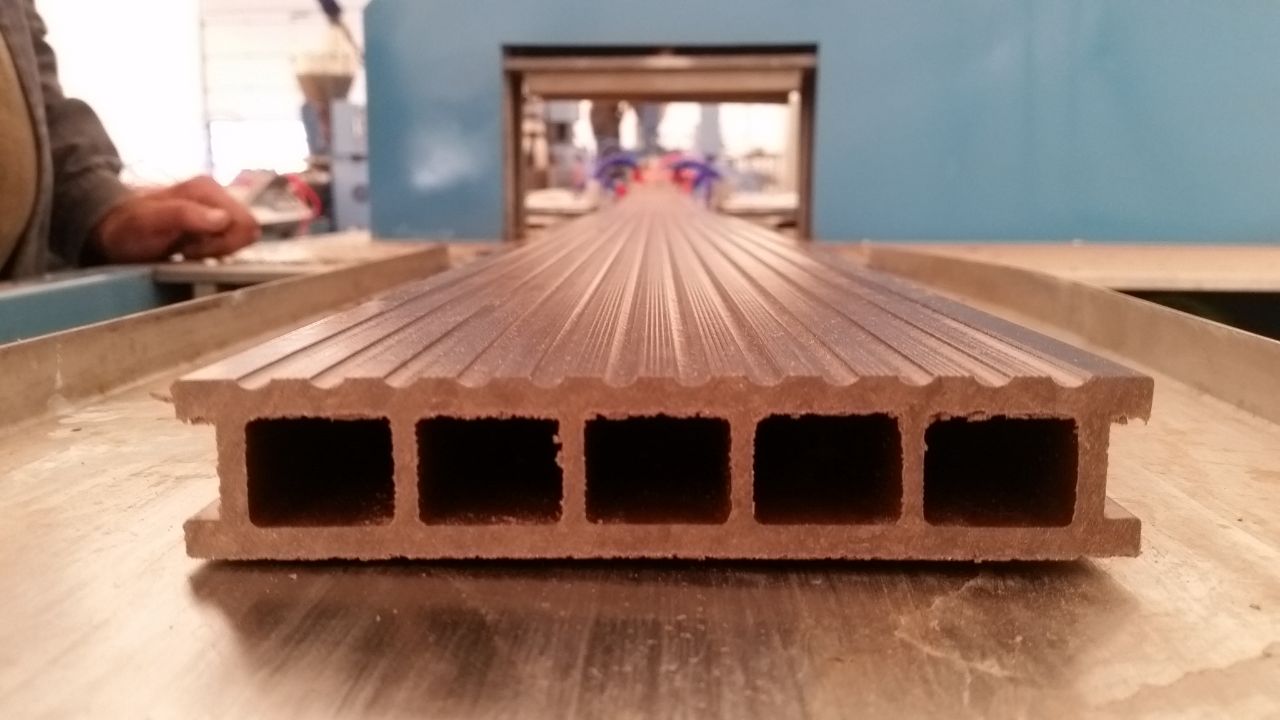
После экструдера жидкая смесь ДПК под высоким давлением поступает в специальную форму — фильеру. Фильера — это массивная металлическая конструкция, состоящая из большого количества пластин, по которым течет смесь. Пластины собираются в единую конструкцию и стягиваются мощными болтами.
Однако на выходе необходимо получить уже твердый профиль, поэтому несколько последних пластин фильеры активно охлаждаются водой. Тем не менее это охлаждение недостаточно. Доска выходит из фильеры очень мягкая и может быть легко деформирована. Поэтому она сразу поступает в следующее устройство — калибратор. Это охлаждаемая водой металлическая форма, проходя через которую доска дополнительно охлаждается. В отличие от фильеры доска проходит через калибратор свободно, без значительного трения.
После калибратора готовый профиль проходит через ванну с водой длиной несколько метров. Именно здесь доска застывает и набирает конечную форму. На выходе с помощью пневматической гильотины профиль из ДПК отпиливается по размеру и складывается в штабеля.
Брашировка
В процессе экструзии лубриканты, содержащиеся в смеси ДПК выдавливаются на поверхность профиля, где и выполняют свою функцию — обеспечивают смазку между смесью и стенками фильеры при экструзии. После остывания доски они образуют на поверхности тонкий слой воска. Брашировка — это процесс, который заключается в обработке поверхности ДПК металлическими щетками. Они удаляют слой воска и придают шероховатость поверхностям изделия. В результате данной процедуры также придается эффект антискольжения. Некоторые профили доски не проходят данную процедуру.
Тиснение
Отдельным профилям доски на лицевой стороне придается иммитация дерева, для этого проводится дополнительное тиснение. Делается это с помощью тиснильного станка — он представляет из себя массивный стальной барабан с выгравированным на его поверхности рисунком, имитирующим фактуру дерева. Этот барабан нагревается до высокой температуры и вращаясь прокатывает под собой доску, оставляя на ней рельефный рисунок.
Упаковка
Для удобства и сохранности транспортировки доска упаковывается на евро паллетах, соединенных между собой. Далее собирается обрешетка и дополнительно обматывается транспортировочной пленкой. Стандартный паллет формируется из 150 или 200 досок.
Как Вы можете заметить производственный процесс не является чем-то простым и требует значительного труда и времени. Качественный продукт зависит от многих факторов, таких как
— правильный подбор компонентов смеси и их смешивание;
— правильные температурные режимы на всех этапах;
— подбор верного давления и скорости работы агрегатов
— соблюдения режимов охлаждения фильеры и калибратора